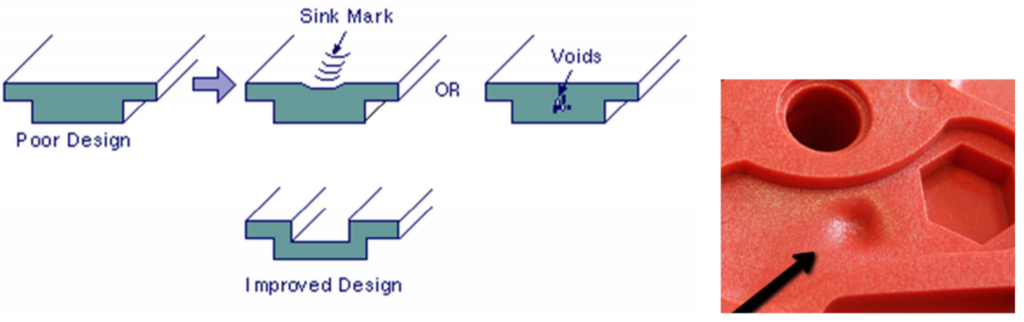
Sink marks (Rechupes)
Sinkage marks are depressions in the surface of the plastic injection moulded part caused in the last phase or stage of the plastic injection moulding process, during the cooling process. The thicker sections of the plastic cool at a slower rate than the others, resulting in a higher percentage of shrinkage in that local area. After the material on the outside has cooled and solidified, the material on the inside begins to cool and its shrinkage pulls the surface inwards, causing a surface depression.
Occasionally, the use of high compaction pressures causes acceptable sink marks by reducing volumetric shrinkage although these cannot be completely eliminated. This is because the volumetric change of plastic from melt to solid is about 25% and the compressibility of plastics at typical injection moulding pressure is only 15%, which means that it is impossible to compact the molten plastic sufficiently to compensate for cooling shrinkage.
The following design and engineering rules in mould making and injection moulding can minimise this defect:
- The thickness of the plastic part must be uniform.
- Avoid using very small injection points as this prevents proper compaction of the polymer.
- The thicker areas of the part should be filled first so that they are compacted before the thinner sections solidify.
- Increase compaction time.
- Increase the compaction pressure to force more material into the injection mould and reduce shrinkage.
- Increase cooling time.
- Modify the geometry of the part so that the depressions show up in areas where they have less impact on the design.
- Reduce the injection temperature of the material and the mould. Although increasing the plastic injection temperature allows for a higher compaction of the molten polymer, the sink marks increase due to further volumetric shrinkage.
Incomplete filling
Incomplete filling occurs when a one injection moulded part is missing material to correctly generate its geometry. This occurs when the molten polymer cannot fill the entire cavity (or cavities) in the Injection mould, usually the thinner sections where the polymer melt cools before completely filling the mould. Any factor that increases the flow front resistance of the polymer melt can result in incomplete filling. Some of these factors are:
- Existence of areas of the injection mould that excessively restrict the flow of molten polymer, such as feed channels, inlet gates, thin walls, etc.
- Low plastic injection and mould wall temperatures.
- Existence of trapped air inside the mould cavity.
- Insufficient plastic injection pressure of the machine.
- Premature solidification of the molten polymer due to:
- The phenomenon of hesitation.
Some of the practices we develop in the Moldblade Engineering Department to correct the problem of incomplete filling are:
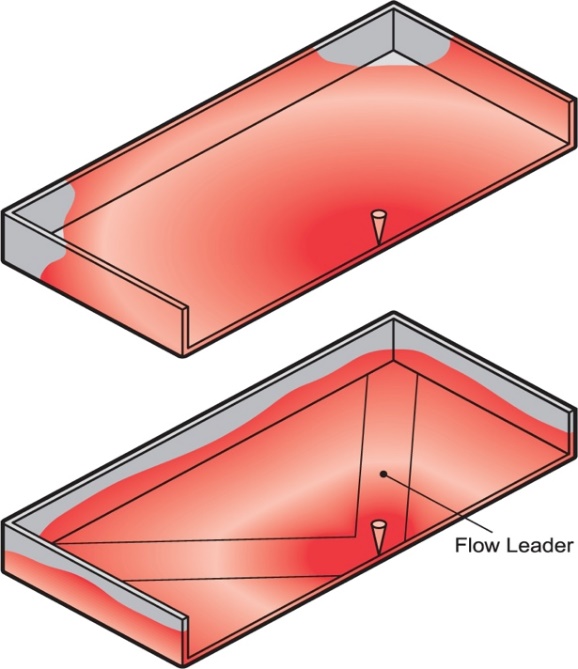
- Fill the thicker sections of the workpiece first before the thinner sections to avoid the “hesitation” phenomenon.
- The plastic injection gates must be located away from thin areas of the part or areas with abrupt changes in thickness.
- Increase the number of gates to reduce the flow length.
- Increase the size of the feed channels to reduce flow resistance.
- Place aeration zones in the appropriate places (in the areas of the mould that are filled at the end) to allow the trapped air to escape.
- Increase the size and number of ventilation holes.
- Increase the injection pressure. To avoid damage to the machine’s hydraulic system, the operating injection pressure is usually limited to 70-85% of the maximum injection pressure.
- Increase the injection speed. This causes a temperature increase and reduces the viscosity of the molten polymer.
- Increase injection temperature and/or mould wall temperature. Higher temperatures reduce the viscosity of the molten polymer and facilitate mould filling.

Trapped air
The trapped air defect appears when a certain amount of air cannot escape out of the mould during injection, a small area without material appeared in the injected part. In a correct Injection mould design, at each injection, air is exhausted through mould vents, mould inserts or even ejectors, which also act as vents.
The locations of the air leakage areas in the moulds are located in the areas that are filled at the end of the injection cycle or phase. A common cause of the trapped air defect is an insufficient size of the mould vents. Another common cause is when racetracking occurs (tendency of the polymer melt to flow preferentially in thicker sections leaving thinner areas with trapped air). Translated with www.DeepL.com/Translator (free version)
Trapped air will result in voids and bubbles within the moulded plastic part, incomplete filling or surface defects such as stains or burn marks.
The following design rules of the injection mould can be used to minimise the air entrapment defect:
- Avoid large thickness changes.
- Locate the vents in the last areas of the mould to be filled.
- Locate inlet gates in areas that ensure that the points in the mould that are filled at the end of the cycle have an adequate aeration zone.
- Ensure that the size of the aeration zones is large enough to allow the air in the cavity to escape during injection, but not so large as to cause the molten polymer to escape and generate a burr. The recommended size of the aeration zones is 0.025 mm for crystalline polymers, and 0.038 mm for amorphous polymers.

– Reduce the injection speed. High plastic injection speeds can cause jetting, which causes trapped air to appear right at the inlet gate. Reducing the injection speed will give the displaced air at the gate enough time to escape through the aeration zones.
Welding and joining lines.
A weld line (also called a weld mark) is formed when two melt flow fronts travelling in opposite directions meet. In contrast, a bond line occurs if these two fronts flow parallel to each other creating a bond line.
Traditionally, the joint angle between the two faces is used to differentiate weld lines from joint lines. A joint angle of less than 135º produces a weld line, while a joint angle of more than 135º is defined as a joint line. In general, a weld line mark disappears when the joint angle reaches between 120º and 150º. The weld lines are considered more critical than joint lines in terms of both aesthetics and mechanical properties of the joint. Translated with www.DeepL.com/Translator (free version)
Weld lines and joint lines can be caused by holes or insertions in the part, the existence of multiple injection gates, or due to areas of varying wall thickness where hesitation or race-tracking occurs.
If welding or joining lines cannot be avoided, a good practice is to ensure that they are generated in low visibility or mechanically non-critical areas. This is often done by modifying the plastic injection gate, modifying the flow fronts and the areas where the weld/joint lines occur. Another practice is to try to achieve a good joint between the two fluxes so that the mechanical weakness that occurs is not excessive. To do this, the aim is for the junction of the two flux fronts to take place at the highest possible temperature and pressure, so that they are not far from the inlet port. Translated with www.DeepL.com/Translator (free version)

The following recommendations can be used to reduce the impact of weld lines and parting lines on injection moulded parts.
- Adjust the position of the injection gate to produce weld/joint lines in areas of low visibility or low mechanical demands.
- Allow weld/joint lines to form at higher temperature and higher pressure. To do this, it is recommended to: o Increase the injection temperature. o Increase the injection speed. o Increase the injection pressure.
- Increase the wall thickness. This will facilitate the transmission of pressure and the maintenance of a higher melting temperature.

Rebaba.
The burr is a defect that occurs when part of the molten polymer flows through the existing gaps in the injection mould such as parting plane, aeration zones, ejectors, etc. Burring occurs for the following reasons:
- Low clamping force of the mould halves. If the closing force of the injection moulding machine is too weak to hold the mould plates together during the moulding process, part of the injected polymer in the cavity will come out of the parting plane and generate flash.
- Gaps between the halves of the injection mould. If the parting surfaces of the moulds do not come into full contact during mould closing (e.g. deformed mould), a burr defect will occur.
- Inadequate plastic injection conditions. Conditions such as excessive injection temperature (the polymer is more fluid and has an easier time flowing through the mould gaps), or high injection pressures.
- Inadequate venting system. When the size of the air vents in the mould is excessive, burrs will occur right in those areas.
Considering only injection variables, the following corrections can be made to minimise the problem of burr generation.
- Increase the size of the injection moulding machine. The burr may be due to a problem of insufficient clamping force of the machine.
- Adjust the closing force if the capacity of the machine allows it.
- Lower the injection temperature. A high temperature reduces the viscosity of the molten polymer, making it easier for the polymer to flow through gaps in the parting plane, ejectors or aeration zones.
- Reduce the injection and compaction pressure to reduce the required clamping force.
- Increase the injection time or slow down the injection speed to reduce the injection pressure and thus reduce the required clamping force.
Dimensional shrinkage, warping and warping.
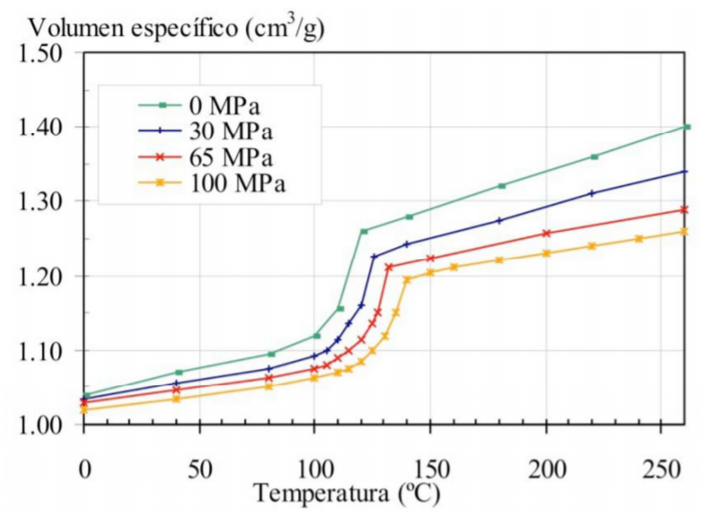
The dimensional shrinkage of parts is inherent to the injection moulding process. Shrinkage occurs because the density of the polymer varies from processing temperature to ambient temperature (see, for example, the specific volume of a semi-crystalline polymer in Figure 5.46 – PVT curve). During the stages of the injection moulding process, cooling shrinkage produces a series of internal stresses in the part. These residual stresses act on the part with similar effects as possible externally applied stresses. If the residual stresses induced during moulding are high enough, the part after ejection from the mould may warp / twist or warp, resulting in defective parts.
The warping or twisting of an injection-moulded plastic part is therefore due to the existence of a series of residual internal stresses in the part which are in turn generated by the differential shrinkage of the material during cooling. If the shrinkage throughout the part is uniform, the resulting part does not warp or twist, it simply shrinks uniformly and becomes smaller. Thecrystalline polymers, e.g. acetal, nylon, high density polyethylene, polyethylene terephthalate and polypropylenecause the most serious problems with shrinkage from 1 to 4%. Amorphous polymers, e.g. polystyrene, acrylic and polycarbonate are more treatable, with shrinkages of only 0.3 to 0.7%.
However, achieving uniform shrinkage is complicated by the presence and interaction of many factors such as the orientations of the polymer molecules, temperature variations in the mould walls, compaction variations in the plastic parts (over-compacted areas and under-compacted areas, due to unbalanced flow paths), etc. Note that areas of higher compaction, such as injection gates, have a lower shrinkage since part of the compaction of the molten polymer compensates for it. In contrast, areas further away from the gate are subject to less compaction and therefore tend to have a higher shrinkage.
A rule of thumb to avoid excessive distortions in the part due to temperature differences after injection, is that the average temperature differences in any part of the part after injection should not be greater than 15-20ºC.
Some corrective actions to reduce the problem of warpage and kinking of the injection moulded parts are as follows:
- Avoid thick sections. Thick sections in the part produce significant shrinkage on cooling. The use of uniform ribs and thicknesses produces a uniform shrinkage of the part and reduces the cost and weight of the part while maintaining its mechanical strength.
- Balanced flows. The injection system has to generate balanced material flows with a constant flow rate.
- Adequate compaction pressure can partly compensate for polymer shrinkage on cooling.
- Locate the entrance doors in the areas of the piece with the largest cross-section.
- Increase cooling time.
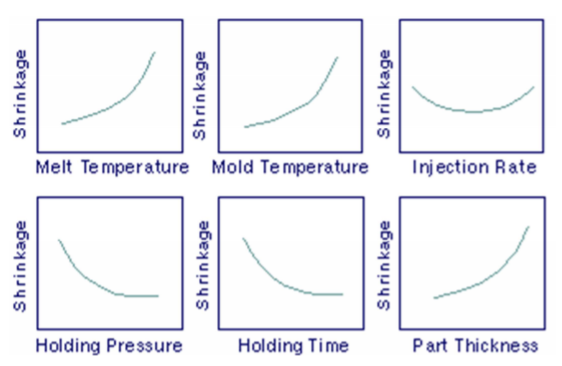
- Increase the injection temperature. The use of low injection temperatures causes the material to solidify quickly without having time to compact sufficiently, resulting in high shrinkage. Some of the above factors and their effect on the final shrinkage of the part are shown in the figure below.
Deficient surface finish (flow marks, wrinkles, ripples, etc.).
A poor finish can be caused by the formation of wrinkles or waves at the edges of the part or in the last filling areas during injection moulding.

The formation of wrinkles or waves is due to the fact that a part of the flow front cools rapidly on the mould walls producing a fold on the flow front itself. Themain factors influencing the formation of these wrinkles are the flow velocity, the temperature of the mould walls, and the temperature of the molten polymer, among others.
Some of the actions to be taken to improve the surface finish are related to actions to increase the flow rate and temperature of the molten polymer and the mould walls. Therefore, the improvement of the surface quality is achieved by measures such as:
- Increase the temperature of the mould.
- Increasing the injection speed, which increases the temperature of the molten polymer due to shearing and reduces the viscosity of the polymer.
- Increased injection pressure.
- Injection temperature increase.

Jet effect.
The jetting defect occurs when molten polymer is pushed at speed through a small area, such as the injection nozzle or gate, to access a much larger area. The jetting defect results in mechanical weakness in the part, surface imperfections and multiple internal defects.

To minimise the blasting effect, the following corrective actions can be taken:
- Reduce injection speed in areas of abrupt area change.
- Use of “tab gate” or “fan gate” type inlet gates, which produce a smoother transition between the feed channel / sprue and the mould cavity.

- Increase the size of the inlet door and the feed channel.
- Adjust the injection profile so that the speed decreases as the molten polymer enters the mould cavity and then accelerates. Figure 5.52 shows an example of an injection profile with these characteristics.

